Профессиональный производитель угловой линии с ЧПУ, станка дляпробивки углового, станка для обработки листового металла, станка для пробивки листового металла, станка для сверления листового металла, ленточнопильные станки и линии для балки и других машин для железной башни, стальной конструкции и металлических стальных листов.
- Линия пробивки, маркировки и резки уголка с ЧПУ APLD1010/APLD1010C
- Линия пробивки, маркировки и резки уголка с ЧПУ APL1412,APLD1412,APLD1412A
- Усовершенствованная линия пробивки, маркировки и резки уголка с ЧПУ APL1516, APL1516A
- Линия пробивки, маркировки и резки уголка с ЧПУ APL2020, APLH2020, APLD2020
- Линия сверления и маркировки уголка с ЧПУ APL2532, APL3640
- Линия высокоскоростного сверления и маркировки уголка с ЧПУ APLH2532, APLH3635
- Станки для пробивки и маркировки стальных пластин с ЧПУ CPP103, CPP123
- Гидравлический станок с ЧПУ для пробивки, сверления и маркировки проката CPD103, CPD104
- Гидравлический станок с ЧПУ для пробивк проката CPP067
- Угловая и плоская линия пробивки маркировки и резки с ЧПУ PL065A
- Гидравлическая маркировочная машина для металлических уголков AHM100
- Станок долбежный с гидравлическим приводом MFP140
- Станок для сверления пластин с ЧПУ DPD1610, DPD2016, DPD3016
- Станок для сверления стальных пластин с ЧПУ PLD2012, PLD2016, PLD3016
- Высокоскоростной сверлильный станок с ЧПУ PHD2012/PHD2016/PHD3016
- Высокоскоростной сверлильный станок с ЧПУ PHD2020/PHD3030/PHD4040
- Станок для сверления балок с ЧПУ TDD400 TDD700
- Станок для сверления балок с ЧПУ TDD1000 TDD1250
- Высокоскоростной сверлильный станок для балок с ЧПУ THD1000 THD1250
- Ленточнопильные станок VBS1000 VBS1250
- Высокоскоростной ленточнопильный станок с ЧПУ NBS1000 NBS1250
- Станок для снятия фаски с ЧПУ LBM38 LBM55





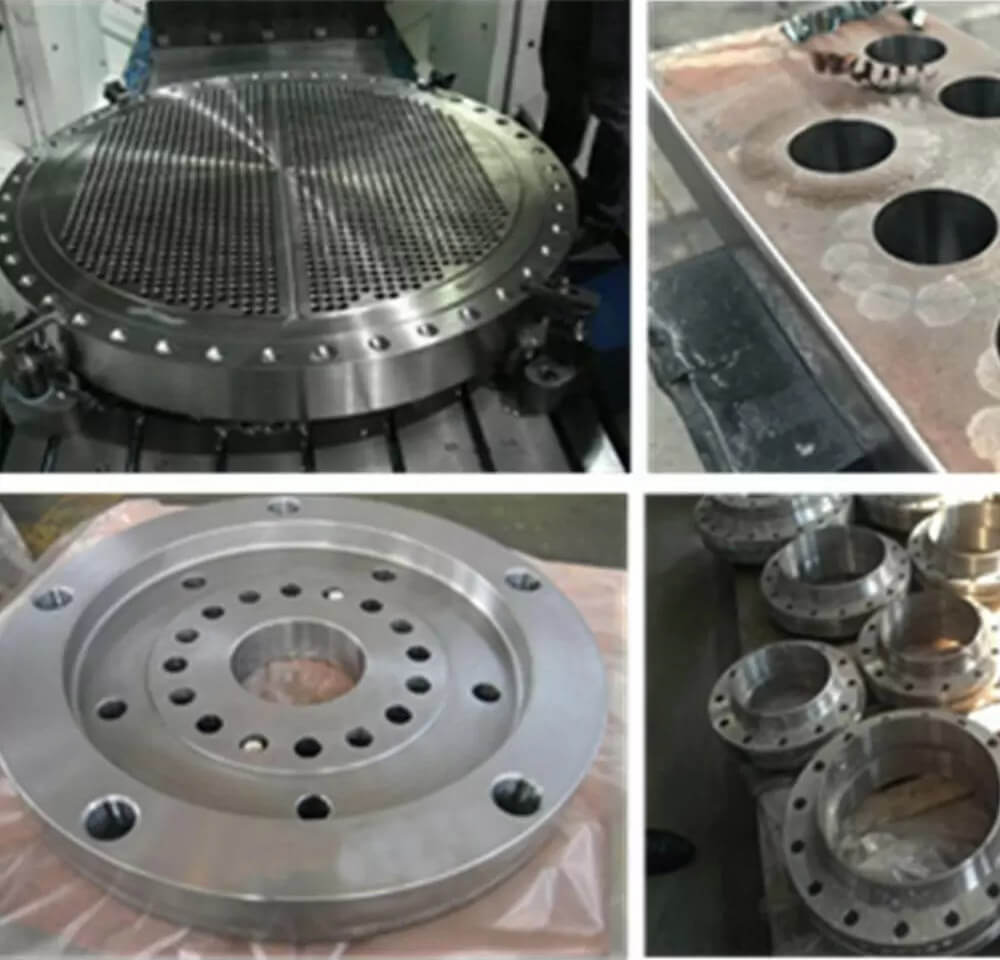
Эта серия станков для сверления металлических листов представляет собой автоматическое специальное оборудование, используемое для сверления, нарезания резьбы, фрезерования стальных листов, фланцев, трубных досок, в основном в области стальных конструкций, котлов, теплообменников и так далее. Эта машина также может сверлить сквозное отверстие, глухое отверстие, отверстие для лестницы.
1. Сверлильный шпиндель с направляющей с ЧПУ (ось Z) с заданным ходом заготовки, реализован автоматический переключатель. Он может бурить не только сквозные, но и глухие отверстия с характеристиками высокой эффективности, простой конструкции, низкой стоимости обслуживания, простоты в эксплуатации и т. д.
2. Имеется 12 гидравлических зажимов и Т-образных пазов для фиксации заготовок, которые просты в эксплуатации, экономят время и повышают эффективность производства.
3. Этот станок имеет три оси ЧПУ: направление движения портала (ось x); направление движения буровой головки (ось Y); Направление подачи шпинделя (ось Z). Каждая ось станка оснащена линейной направляющей и шарико-винтовой передачей, приводимой в движение высокоточным серводвигателем.
4. Машина оснащена очистителем металлолома, который собирает обрезки железа и режущую жидкость.
5. Станок оснащен автоматической системой смазки линейных направляющих и ШВП.
6. Machine adopts SIEMENS 808D system, also equipped with computer for drawing and workpiece program processing, easy to operate.
7. Конфигурация машины, такая как шариковые винты, линейные направляющие, основные электрические части, серводвигатели, инверторы и т. д., все известные бренды.
| Модель | PHD2012 | PHD2016 | PHD3016 | |
| Максимум размер заготовки (мм) | Максимум расстояние между отверстиями Д×Ш (мм) | 2000x1200 | 2000x1600 | 3000x1600 |
| Максимум толщина (мм) | 200 | 200 | 200 | |
| Сверлильный шпиндель | Количество | 1 | 1 | 1 |
| Конус шпинделя | BT50 | BT50 | BT50 | |
| Максимум диаметр сверления (mm) | Φ40 (твердосплавное сверло) Φ50 (высокоскоростное спиральное сверло) | |||
| Скорость вращения (преобразовательная, бесступенчатая) (об/мин) | 30~3000 | 30~3000 | 30~3000 | |
| Мощность двигателей шпинделей (кВт) | 18.5 | 18.5 | 18.5 | |
| Нижняя поверхность шпинделя к рабочему столу (мм) | 200~700 | 200~700 | 200~700 | |
| Продольное перемещение гентри (ось X) | Максимальный ход (мм) | 2000 | 2000 | 3000 |
| Скорость подачи по оси X (м/мин) | 0~7 | 0~7 | 0~7 | |
| Мощность серводвигателя оси X (кВт) | 2 | 2 | 2 | |
| Точность позиционирования | ≤0.08/ (Полная длина) | ≤0.08/ (Полная длина) | ≤0.08/ (Полная длина) | |
| Горизонтальное перемещение (ось Y) | Максимальный ход (мм) | 1200 | 1600 | 1600 |
| Скорость подачи по оси Y (м/мин) | 0~7 | 0~7 | 0~7 | |
| Мощность серводвигателя по оси Y (кВт) | 2 | 2 | 2 | |
| Точность позиционирования | ≤0.08/ (Полная длина) | ≤0.08/ (Полная длина) | ≤0.08/ (Полная длина) | |
| Вертикальное перемещение (ось Z) | Ось Z Максимальный ход (мм) | 500 | 500 | 500 |
| Скорость подачи по оси Z (м/мин) | 0-5 | 0-5 | 0-5 | |
| Мощность серводвигателя оси Z (кВт) | 3 | 3 | 3 | |
| Точность позиционирования | Ось X,Y(мм) | ≤0.1/ (Полная длина) | ≤0.1/ (Полная длина) | ≤0.1/ (Полная длина) |
| Re- Точность позиционирования | Ось X,Y(мм) | ≤0.05 | ≤0.05 | ≤0.05 |
| Удаление стружки и охлаждение | Тип конвейера для стружки | Тип цепной пластины | Тип цепной пластины | Тип цепной пластины |
| Количество стружечных конвейеров | 1 | 1 | 1 | |
| Скорость удаления стружки (м/мин) | 1 | 1 | 1 | |
| Двигатель конвейера для стружки (кВт) | 0.75 | 0.75 | 0.75 | |
| Двигатель охлаждающего насоса (кВт) | 3+0.75 | 3+0.75 | 3+0.75 | |