Fabricant professionnel de ligne CNC pour cornières, de machine de traitement des angles cnc, de poinçonneuses pour angles cnc, des machines de traitement de plaques cnc, de poinçonneuses pour plaques cnc, de perceuses pour plaques, de lignes de scie pour poutre et d'autres machines pour le traitement des angles, structure en acier et tôles d'acier.
- Ligne CNC pour le poinçonnage, le marquage et la découpe des angles APLD1010/APLD1010C
- Ligne CNC pour le poinçonnage, le marquage et la découpe des angles APL1412,APLD1412,APLD1412A
- (Amélioré) Ligne CNC pour le poinçonnage, le marquage et la découpe des angles APL1516,APL1516A
- Ligne CNC pour le poinçonnage, le marquage et la découpe de cornières APL2020, APLH2020, APLD2020
- Ligne CNC de perçage et de marquage des cornières APL2532, APL3640
- Ligne CNC de perçage et de marquage des cornières de haute vitesse APLH2532, APLH3635
- Ligne CNC de marquage et de poinçonnage pour le plaque d'acier CPP103, CPP123
- Machine CNC spéciale pour le poinçonnage, le marquage et le perçage de plaques d'acier CPD103, CPD104
- Poinçonneuse hydraulique CNC à plaque CPP067
- Ligne CNC pour le poinçonnage, le marquage, la découpe des fers plats PL065
- Machine de marquage hydraulique AHM100
- Encocheuse hydraulique MFP140
- Machine de perçage pour plaque CNC DPD1610, DPD2016, DPD3016
- Machine de perçage pour plaque d'acier CNC PLD2012, PLD2016, PLD3016
- Machine de perçage CNC à grande vitesse PHD2012/PHD2016/PHD3016
- Machine de perçage CNC à grande vitesse PHD2020/PHD3030/PHD4040
- Machine de perçage pour poutre CNC TDD400 TDD700
- TDD1000 TDD1250 CNC Beam Drilling Machine
- Machine de perçage pour poutre CNC à grande vitesse THD1000 THD1250
- Scie à ruban VBS1000 VBS1250
- Scie à ruban CNC à grande vitesse NBS1000 NBS1250
- Machine à chanfreiner CNC LBM38 LBM55





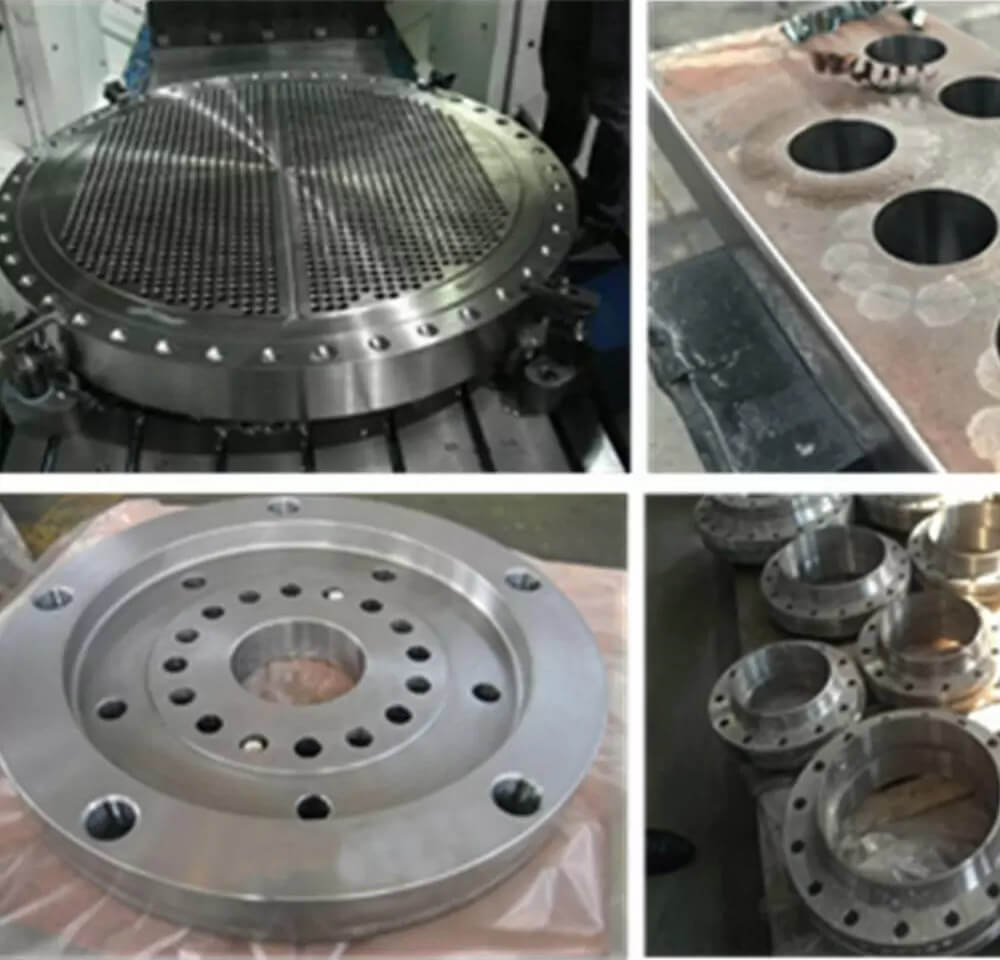
Cette machine de la série est l'équipement spécial automatique utilisé pour le perçage, le taraudage, le fraisage de tôles d'acier, de brides, de plaques tubulaires, principalement dans le domaine de la structure en acier, de la chaudière, de l'échangeur de chaleur, etc. Cette machine peut également percer un trou traversant, un trou borgne, un trou d'échelle.
1. La broche de perçage à glissière CNC (axe Z) avec pièce de travail de course est préréglée, commutateur automatique réalisé. Il peut percer non seulement des trous débouchants, mais également des trous borgnes avec des caractéristiques de haute efficacité, une structure simple, une maintenance à faible coût, une utilisation facile, etc.
2. Il y a 12 pinces hydrauliques et fentes en T pour fixer les pièces, faciles à utiliser, gagner du temps et améliorer l'efficacité de la production.
3. Cette machine a trois axes CNC: sens de déplacement du portique (axe x); sens de déplacement de la tête de forage (axe y); Sens d'alimentation de la broche (axe z). La machine équipe chaque axe d'un guide linéaire et d'une vis à billes entraînée par un servomoteur de haute précision.
4. La machine est équipée d'un nettoyeur de ferraille qui collecte les déchets de fer et le liquide de coupe.
5. La machine est équipée d'un système de lubrification automatique des guides linéaires et des vis à billes.
6. La machine adopte le système SIEMENS 808D, également équipé d'un ordinateur pour le traitement du programme de dessin et de pièce, facile à utiliser.
7. La configuration de la machine, comme les vis à billes, les guides linéaires, les pièces électriques principales, les servomoteurs, l'onduleur, etc., toutes des marques célèbres.
| Modèle | PHD2012 | PHD2016 | PHD3016 | |
| Taille maximale de la pièce (mm) | Taille maximale de la pièce Longueur×Largeur (mm) | 2000x1200 | 2000x1600 | 3000x1600 |
| Épaisseur maximale (mm) | 200 | 200 | 200 | |
| Broche de perçage | Quantité | 1 | 1 | 1 |
| Broche taper | BT50 | BT50 | BT50 | |
| Diamètre maximum de perçage (mm) | Φ40 (foret carbure) Φ50(foret hélicoïdal à grande vitesse) | |||
| Vitesse de rotation (convertir, en continu) (r/min) | 30~3000 | 30~3000 | 30~3000 | |
| Puissance du moteur des broches (kW) | 18.5 | 18.5 | 18.5 | |
| Surface inférieure de la broche à la table de travail (mm) | 200~700 | 200~700 | 200~700 | |
| Mouvement longitudinal du portique (axe X) | Max. stroke (mm) | 2000 | 2000 | 3000 |
| Vitesse d'alimentation de l'axe X (m/min) | 0~7 | 0~7 | 0~7 | |
| Puissance du servomoteur de l'axe X (kW) | 2 | 2 | 2 | |
| Précision de positionnement | ≤0.08/ (Toute la longueur) | ≤0.08/ (Toute la longueur) | ≤0.08/ (Toute la longueur) | |
| Déplacement horizontal (axe Y) | Max. Stroke (mm) | 1200 | 1600 | 1600 |
| Vitesse d'alimentation de l'axe Y (m/min) | 0~7 | 0~7 | 0~7 | |
| Puissance du servomoteur de l'axe Y (kW) | 2 | 2 | 2 | |
| Précision de positionnement | ≤0.08/ (Toute la longueur) | ≤0.08/ (Toute la longueur) | ≤0.08/ (Toute la longueur) | |
| Déplacement vertical (axe Z) | Course maximale de l'axe Z (mm) | 500 | 500 | 500 |
| Vitesse d'alimentation de l'axe Z (m/min) | 0-5 | 0-5 | 0-5 | |
| Puissance du servomoteur de l'axe Z (kW) | 3 | 3 | 3 | |
| Précision de positionnement | Axe X, Y (mm) | ≤0.1/ (Toute la longueur) | ≤0.1/ (Toute la longueur) | ≤0.1/ (Toute la longueur) |
| Précision de repositionnement | Axe X, Y (mm) | ≤0.05 | ≤0.05 | ≤0.05 |
| Élimination et refroidissement des copeaux | Type de convoyeur à copeaux | Type de plaque à chaîne | Type de plaque à chaîne | Type de plaque à chaîne |
| Quantité de convoyeur à copeaux | 1 | 1 | 1 | |
| Vitesse d'enlèvement des copeaux (m/min) | 1 | 1 | 1 | |
| Moteur pour convoyeur à copeaux (kW) | 0.75 | 0.75 | 0.75 | |
| Moteur pour pompe de refroidissement (kW) | 3+0.75 | 3+0.75 | 3+0.75 | |